

熱門關(guān)鍵詞: 金屬蝕刻廠 精密蝕刻加工廠 真空擴(kuò)散焊接廠 卷對卷蝕刻廠 蝕刻加工廠


卓力達(dá)擁有先進(jìn)的真空擴(kuò)散焊設(shè)備以及各種真空擴(kuò)散焊技術(shù),提供蝕刻+真空擴(kuò)散焊整體解決方案,找真空擴(kuò)散焊廠家,請聯(lián)系卓力達(dá)。
0513-81601666 137-6128-9708

| 產(chǎn)品介紹 | |
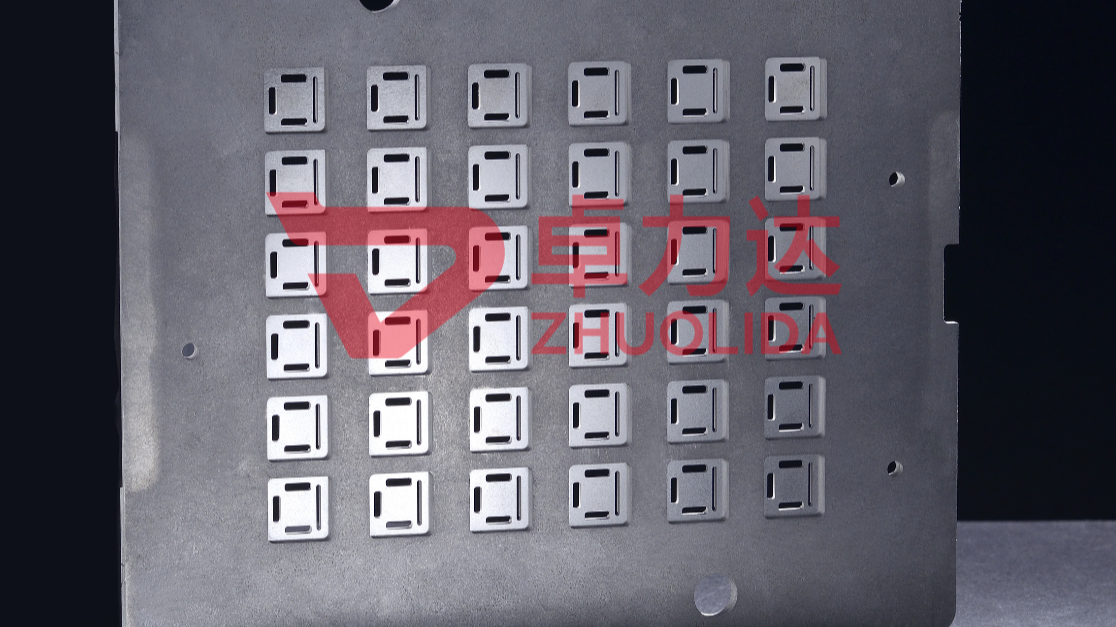
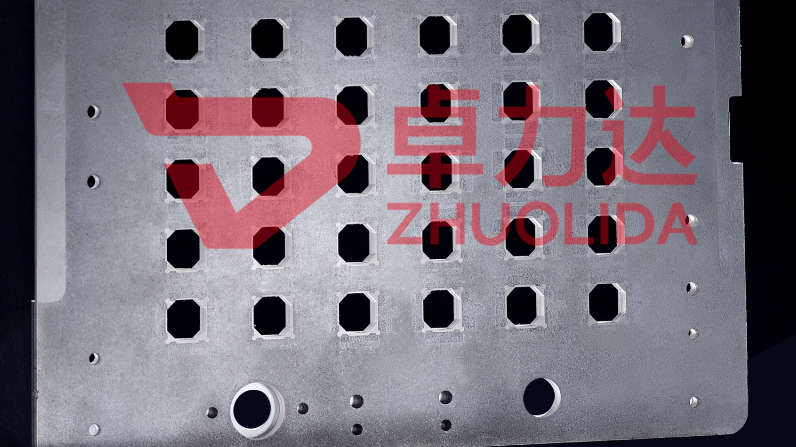
| 產(chǎn)品名稱: | 擴(kuò)散焊 |
| 產(chǎn)品簡介: | 擴(kuò)散焊 時(shí)因基體不過熱、不熔化,可以在不降低焊件性能的情況下焊接介乎所有的金屬或非金屬之間。 |
| 產(chǎn)品用途: | 擴(kuò)散焊產(chǎn)品廣泛應(yīng)用于機(jī)械制造、半導(dǎo)體、自動(dòng)化治具、航空航天、醫(yī)療、船舶制造、食品機(jī)械制造等等行業(yè)。這一新方法來制造電真空器件、工具、制動(dòng)器、水力機(jī)械的部件、雙金屬的各種零件、家用復(fù)合底鍋(焊接后無需表面處理)等等。 |
| 工藝流程: | 需要焊接的工件對位預(yù)固定-進(jìn)爐-加壓-抽真空-升溫-保壓-降溫-出爐-檢驗(yàn)-符合要求出貨。 |
| 我們的優(yōu)勢 | |
| 1、截止2018年我們在蝕刻領(lǐng)域從業(yè)19年,并一直致力于精密蝕刻配合擴(kuò)散焊 技術(shù)研發(fā) 、生產(chǎn)和銷售 。 | |
| 2、公司先后通過ISO9001 質(zhì)量管理體系認(rèn)證和ISO140014環(huán)境管理體系認(rèn)證、汽車行業(yè)TS 16949 認(rèn)證、高新技術(shù)企業(yè)認(rèn)證等。卓力達(dá)一直注重技術(shù)研發(fā),設(shè)有專業(yè)實(shí)驗(yàn)室并外聘和培養(yǎng)了高新技術(shù)人才。 | |
| 3、擴(kuò)散焊 可焊接其它方法難以焊接的材料,不論是塑性差或熔點(diǎn)高的同種材料,還是相互不溶解或熔焊時(shí)會(huì)產(chǎn)生金屬間化合物的異種金屬材料,都能得到較牢固的焊接接頭。 | |
影響焊縫成形和工藝性能的參數(shù)主要有:焊接溫度、壓力、時(shí)間和保護(hù)氣體的種類。在其他參數(shù)固定時(shí),采用較高壓力能產(chǎn)生較好的接頭。壓力上限取決于焊件總體變形量的限度、設(shè)備噸位等。對于異種金屬擴(kuò)散焊,采用較大的壓力對減少或防止擴(kuò)散孔洞有作用。除熱靜壓擴(kuò)散焊外通常擴(kuò)散焊壓力在0.5~50MPa 之間選擇。
擴(kuò)散時(shí)間是指焊件在焊接溫度下保持的時(shí)間。在該焊接時(shí)間內(nèi)保證擴(kuò)散過程全部完成,以達(dá)到所需的強(qiáng)度。擴(kuò)散時(shí)間過短,則接頭強(qiáng)度達(dá)不到穩(wěn)定的、與母材相等的強(qiáng)度。但過高的高溫高壓持續(xù)時(shí)間,對接頭質(zhì)量不起任何進(jìn)一步提高的作用,采用某種焊接參數(shù)時(shí),焊接時(shí)間有數(shù)分鐘即足夠。 焊接保護(hù)氣體純度、流量、壓力或真空度、漏氣率均會(huì)影響擴(kuò)散焊接頭質(zhì)量。常用保護(hù)氣體是氬氣,對有些材料也可用高純氮?dú)狻錃饣蚝狻?/p>
擴(kuò)散焊可焊接大斷面的接頭,和結(jié)構(gòu)復(fù)雜、接頭不易接近以及厚薄相差較大的工件,能對組件中的多個(gè)接頭同時(shí)實(shí)施焊接。
擴(kuò)散焊是在金屬不熔化的情況下,形成焊接接頭,這就使兩待焊表面接觸距離達(dá)到1μm以內(nèi),這樣原子間的引力才起作用并形成金屬鍵,獲得一定強(qiáng)度的接頭。
,陽極氧化廠家,南通卓力")
")
,DVVT濾網(wǎng)蝕刻,DVVT濾網(wǎng)腐蝕,VVT電磁閥濾網(wǎng)")
蝕刻,鈦合金蝕刻,純鈦蝕刻")
")
 137 6128 9708 尤經(jīng)理
137 6128 9708 尤經(jīng)理 yw3@zldsmt.com
yw3@zldsmt.com
 江蘇省南通市通州區(qū)南通高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)金川路268號
江蘇省南通市通州區(qū)南通高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)金川路268號版權(quán)所有 ? 2017-2030南通卓力達(dá)金屬科技有限公司
備案號:【蘇ICP備2021035870號-1】

